电感应加热基本原理与物理现象
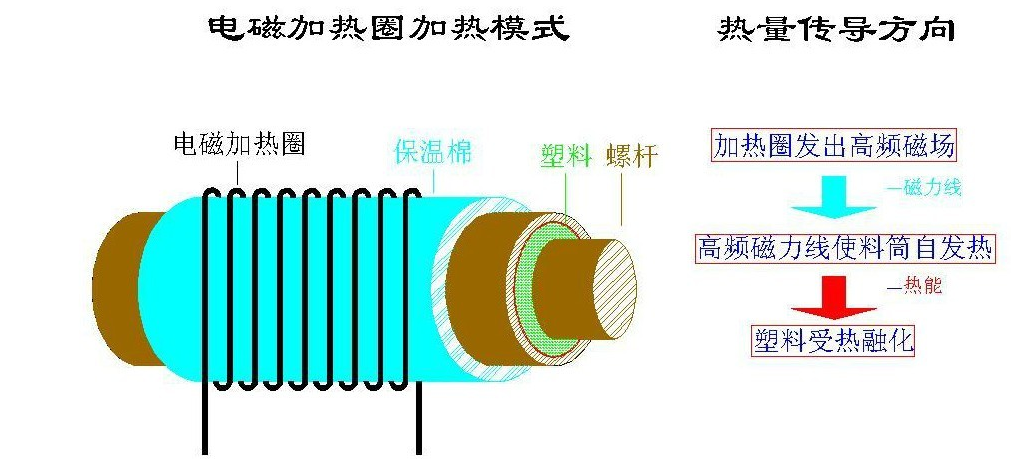
电感应加热器利用电磁感应原理将电能转化为热能,当交变电流通过感应线圈时,会产生交变磁场。如果在这个磁场中放置导电材料,材料内部便会感应出涡流,由于材料的电阻特性,这些涡流会导致电能以热量的形式耗散,从而实现加热目的。这种现象被称为焦耳热效应或电阻加热效应。
电磁感应加热的深度与频率密切相关,频率越高,集肤效应越明显,加热越集中于材料表面;频率越低,加热越能渗透到材料内部。这种特性使得通过调整工作频率可以精确控制加热深度,满足不同工艺需求。高频感应加热适用于表面淬火等需要浅层加热的场合,而低频感应加热则适合需要透热的大件工件。
除了涡流效应,磁性材料在交变磁场中还会因磁滞损耗而产生额外热量。当铁磁材料被交变磁化时,其磁畴结构不断调整方向,这种微观运动也会转化为热能。在居里温度以下,磁性材料的这种特性使其加热效率更高;超过居里点后,材料失去磁性,加热主要依靠涡流效应。
电感应加热系统核心组件构成
感应线圈是电感应加热系统的核心部件,其形状和结构直接影响加热效果。线圈通常由铜管绕制而成,内部通冷却水以防止过热。根据加热对象的不同,线圈可以设计为螺旋形、平面形、内孔形等多种形式。精密设计的线圈能够优化磁场分布,提高加热效率,同时减少漏磁和能量损失。
电源系统为感应加热提供能量,通常由整流器、逆变器和控制电路组成。整流器将交流电转换为直流电,逆变器再将直流电转换为所需频率的交流电。现代感应加热电源多采用IGBT或MOSFET等功率半导体器件,能够实现高频开关和精确控制。电源频率范围从工频50Hz到数百kHz不等,满足不同应用需求。
冷却系统对维持设备稳定运行至关重要。感应线圈、电容器组和功率器件都会产生大量热量,需要水冷或风冷系统及时散热。闭式循环水冷系统最为常见,通过热交换器将热量传递到外部环境。水质处理是冷却系统维护的重点,防止结垢和腐蚀影响散热效果。
工件定位与输送机构根据生产工艺设计。自动化生产线上的感应加热设备通常配备精密的机械手或传送带,确保工件在加热过程中准确定位和移动。对于连续加热过程,输送速度需要与加热功率精确匹配,以保证加热均匀性和工艺一致性。
电感应加热技术显著特点与优势
高效能量转换是电感应加热最突出的优势。与传统电阻加热或火焰加热相比,感应加热将能量直接传递到工件内部,减少了热传导和热辐射损失,热效率通常可达60-80%。这种直接加热方式大大缩短了升温时间,提高了生产效率。
精确可控性使感应加热在精密加工领域无可替代。通过调节电源频率、功率和工作时间,可以精确控制加热温度、深度和区域。现代控制系统可实现±1℃的温度精度,满足航空航天、精密制造等高端领域的严格要求。
清洁环保特性符合现代工业发展趋势。感应加热过程不产生燃烧废气,工作环境清洁;由于热量集中在工件内部,周围设备受热影响小;同时噪音水平也远低于传统加热方式。这些特点使其在环保要求严格的场合具有明显优势。
工艺重复性好保证了产品质量一致性。感应加热参数可以数字化设定和存储,相同工艺条件下可获得高度一致的加热效果。这种特性特别适合大规模自动化生产,减少了人为因素对产品质量的影响。
电感应加热器主要类型与应用形式
按频率分类,感应加热器可分为超高频、高频、中频和工频四种类型。超高频加热器频率在1MHz以上,用于极薄材料的表面处理;高频加热器频率在10-100kHz之间,适用于中小零件的淬火和焊接;中频加热器频率在1-10kHz,适合较大截面的透热;工频感应加热器直接使用50/60Hz电网频率,用于大型工件的整体加热。
从应用方式看,感应加热设备可分为静态加热和动态加热两大类。静态加热时工件固定不动,适用于单个零件的热处理;动态加热则工件连续移动通过感应线圈,适合棒材、管材的连续加热或生产线上的流水作业。动态加热对控制系统要求更高,需要协调输送速度与加热功率。
特殊用途感应加热设备包括真空感应熔炼炉、气氛保护感应加热装置等。真空感应炉用于高纯度金属的熔炼和铸造,避免氧化;气氛保护装置则在惰性气体环境下进行加热,适合钛合金等活泼金属的处理。这些专用设备在特种材料加工领域发挥着重要作用。
电感应加热典型工业应用场景
金属热处理是感应加热最传统的应用领域。表面淬火通过快速加热和急冷,在零件表面形成高硬度的马氏体组织,同时保持心部韧性,广泛应用于齿轮、轴类零件的强化。退火、正火等整体热处理也越来越多地采用感应加热方式,提高了处理效率和能耗比。
焊接与钎焊领域利用感应加热实现高质量连接。感应钎焊可在无火焰条件下完成管道、刀具的硬质合金焊接,接头强度高且外观整洁。大型管道的感应对接焊避免了传统焊接的热影响区问题,在石油管道建设中表现优异。
金属熔炼与铸造采用感应炉实现清洁生产。感应熔炼炉无需燃料燃烧,金属成分控制精确,特别适合特种合金的制备。连铸生产线上的中间包感应加热保持钢水温度稳定,提高了铸坯质量。有色金属的感应保温炉也广泛用于压铸和连续铸造工艺。
半导体工业依赖精密感应加热完成晶圆处理。单晶硅生长过程中的感应加热提供精确可控的温度场;半导体封装中的感应回流焊实现了高精度的局部加热,避免热敏感元件受损。这些应用对温度控制的精确度要求极高,体现了感应加热的技术优势。
电感应加热设备选型与操作要点
正确选型需要考虑工件材料、尺寸和工艺要求。导电性好的材料如铜、铝需要更高功率密度;磁性材料在居里点以下加热效率更高。工件尺寸决定所需频率——大直径工件需要较低频率以保证透热深度,薄壁件则适合高频表面加热。淬火、退火等不同工艺对温度曲线有特定要求。
功率匹配是设备选型的关键因素。理论上,加热到目标温度所需能量可以通过材料比热容和质量计算,但实际需要考虑热损失和效率因素。经验表明,对于钢铁材料,每公斤加热到800℃约需0.15-0.2kWh电能,选型时应留出适当裕量。
操作安全规范必须严格遵守。高频电磁场可能干扰心脏起搏器等医疗设备,操作区域应设置警示标识;冷却系统必须先行启动并确认流量正常后才能通电;工件装卸时应切断电源,防止意外触发。定期检查电缆连接和绝缘状况,防止高频漏电。
工艺参数优化可显著提高加热质量。线圈与工件的耦合距离影响能量传输效率,通常保持3-5mm为佳;对于形状复杂工件,可能需要设计仿形线圈或采用扫描加热方式;温度反馈系统可以实时调节功率输出,确保工艺稳定性。记录和分析加热曲线有助于持续改进工艺。
电感应加热常见问题分析与解决对策
加热不均匀往往由磁场分布不均引起。对于长轴类零件,可采用分段加热或移动线圈的方式;对于平面加热,调整线圈匝距或增加导磁体可以改善磁场分布;旋转对称工件在加热时适当旋转有助于获得均匀温度场。磁通集中器的使用可以定向增强磁场强度。
效率下降可能源于多方面因素。线圈与工件间隙过大导致耦合不良;工件材料特性变化(如超过居里点)影响能量吸收;冷却不足造成线圈电阻增加;电源组件老化导致输出功率降低。定期检测系统各部件性能,及时更换老化元件是维持效率的关键。
线圈寿命短通常与过热和机械应力有关。确保冷却水流量充足且水质符合要求;避免线圈与工件接触造成的机械损伤;大功率工作时采用间歇操作方式防止持续过热;定期检查铜管是否有变形或渗漏。高质量线圈应采用无氧铜材料并做表面镀层处理。
控制系统故障可能表现为温度波动或功率不稳定。检查温度传感器安装是否可靠,信号线是否屏蔽良好;验证电源模块散热状况,功率器件温度是否正常;查看控制参数是否被意外修改,必要时恢复出厂设置。复杂的控制系统故障应由专业技术人员诊断维修。
电感应加热系统维护与性能评估
日常维护包括冷却系统检查、电气连接紧固和线圈状态评估。冷却水箱应定期清洗,更换老化水管;检查所有电气连接点是否有过热痕迹;观察线圈表面是否有氧化或变形。简单的预防性维护可以避免大多数突发故障。
定期性能测试确保加热质量稳定。使用标准试块进行加热测试,记录升温曲线和最终温度分布;测量电源输出波形和频率特性;检查保护装置动作是否正常。建立设备性能档案有助于发现潜在问题。
关键部件寿命管理延长设备使用时间。电力电容器通常有5-8年使用寿命,到期前应计划更换;IGBT模块根据工作小时数评估剩余寿命;冷却水泵和阀门定期检查密封性能。制定合理的部件更换计划可以减少非计划停机。
能效评估帮助优化运行成本。记录不同工艺条件下的电能消耗,计算单位产量的能耗指标;比较实际能耗与理论值的差异,分析能量损失环节;通过改进线圈设计、优化工艺参数等方式持续提高能效。节能改造的投资回报可以通过能耗数据准确评估。
免责声明:文章内容来自互联网,本站不对其真实性负责,也不承担任何法律责任,如有侵权等情况,请与本站联系删除。
转载请注明出处:电感应加热器的原理与应用 https://www.yhzz.com.cn/a/25810.html